电线焊接:如何避免那些令人恼火的小错误?
本说明书将指导您从头开始快速掌握整个焊线过程,避免那些令人恼火的小错误。想要轻松完成高效、安全的焊线操作吗?继续阅读。有丰富的实用信息等着您!"
- 使用的工具和材料
- 工具:
- 电烙铁
- 热风枪
- 斜口钳
- 长鼻钳
- 十字螺丝刀
- 平头螺丝刀
- 叶片
- 剥线钳
- 电表(用于焊接后检查)
- 材料:
- 电缆线
- 焊料
- 热收缩管
- 2Kð ©,1/4 W颜色编码电阻器(用于串联连接伺服或步进驱动器的I/O线)
操作步骤
1、准备工作
- 验证生产说明书,仔细检查相应型号电气原理图的电缆型号和所需的插头配件。
- 检查电烙铁、热风枪、烙铁、电缆线等工具和材料是否,都完成了。
- 请打开电烙铁的电源并将其调节到合适的焊接温度(建议350 °C左右)。
- 打开排风扇,保持空气流通,防止吸入有害气体。
2、电线焊接作业
- 线切割和标记
- 根据相应型号的电气辅助材料延长线清单剪断所需长度的电缆电线(参见具体规范要求)。
- 用艺术纸带标记每种类型的电缆电线,并对它们进行分类,以易于识别。
- 热收缩管安装
- 每条电缆在焊接前必须安装合适的热收缩管,并将热收缩管推到远离焊接位置的一端,以避免受到高温的影响。
- 导线剥皮
- 电缆电线外护层的剥离长度为10 - 20 mm,剥离后应将屏蔽层绞成股。
- 钢缆中每根电线的剥皮长度为2 - 3毫米,确保线芯整齐不凌乱。
- 焊接位置的预处理
- 在焊接之前,所有焊接部件(包括电线和插头)都需要预先镀锡。
- 装锡前,用锡丝清洁电烙铁的尖端,防止残留锡料造成短路。
- 伺服/步进驱动器I/O线的焊接
- 根据电气原理图,将2 Kðé、1/4 W色码电阻串接至指定的控制线(脉冲输入线、方向输入线)并牢固焊接。
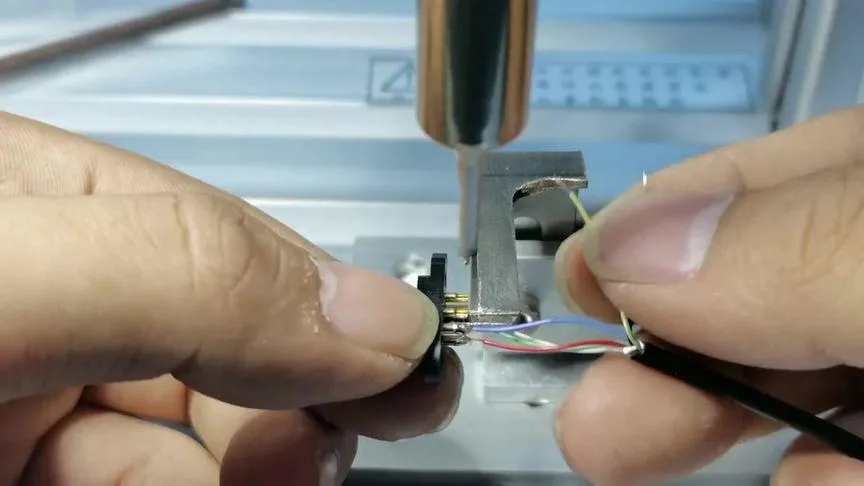
- 正式焊接
- 焊接时,固定插头,一手握住电线,另一只手握住电烙铁。
- 将电线放在正确的插头上,用电烙铁快速焊接。焊接接头的尺寸应适中,以避免短路或影响热收缩管的安装。
- 每根电线焊接完毕后立即安装热收缩管,确保相邻接脚之间不短路。
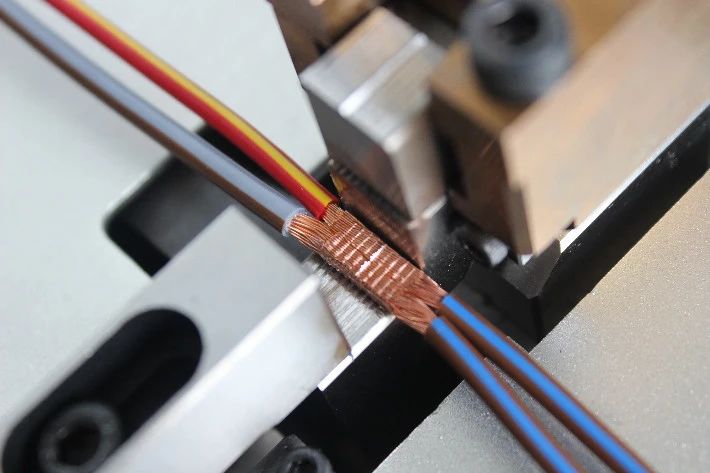
- 屏蔽线处理
- 当电缆电线是屏蔽线时,将屏蔽层绞成一股,用热收缩管覆盖,并将其焊接到插头的接地脚上。焊接后,用热风枪将热收缩管收缩,以确保屏蔽层绝缘良好。
- 插头组件
- 所有焊接点完成并自我检查无误后,使用热风枪加热热收缩管,确保每个焊接点被完全覆盖。
- 当插头有外壳时,组装插头外壳标记将电线材料根据其功能分类,并正确放置。
- 自查
- 焊接完成后,用扳手进行连续性测试,确保焊接接头良好。
- 手动用力轻轻拉动电线,确保无冷焊或假焊现象。
3、注意事项
4、焊接过程中的注意事项
注意插头焊脚的排列方向,确保无误焊。
插头的管脚不应相互短路。即使某个管脚没有被焊接,也需要确保没有残留物。
焊接速度应快速平稳,以免损坏插头或因长时间加热而造成烧伤。
除非另有规定,否则伺服或步进驱动器的I/O线的脉冲输入线和方向输入线需要与2 Kðé、1/4 W颜色编码电阻串联。
5 °热收缩管操作注意事项€
热收缩管与热风枪之间的距离保持在100 mm左右,并根据热风枪的型号进行适当调整。
热收缩时间不宜太长,以防止热收缩管损坏或焊接接头受热松动。
6 °电烙铁和热风枪的安全€
当电烙铁长时间不使用时,在烙铁尖端涂一层烙铁进行保护,同时关闭电源。
操作过程中注意高温,避免烧伤。
7 °记录和质量控制€
当钢缆颜色发生变化时,需要及时记录并更新生产文件。
操作人员和质量控制员需要对每个产品的制造过程进行质量控制,确保产品符合工厂标准。
电线焊接检验标准
1.错过焊接
请参阅电气原理图,确保所有插头均已焊接,并且所有所需的2Kðé、1/4 W颜色编码电阻均已焊接到位。
2.断线
电线不应有断裂或损坏。
3.冷焊、假焊
焊接接头应牢固不得松动。用力轻轻拉动电线时不应脱落。
4.焊接错误
确保按照电气原理图的要求在正确的管脚上进行焊接,并且焊接顺序正确。
5.绝缘不良
热收缩管应完全覆盖焊接接头,不会过度热收缩或被烧毁。
屏蔽线应焊接牢固,热收缩管应完全覆盖屏蔽线,不得有外露部分。
操作说明书注重细节清晰性、可操作性和安全性,确保操作人员正确理解和执行。如需要进一步优化或适应特定型号,请根据实际需要调整内容。


