電線焊接:如何避免那些令人惱火的小錯誤?
本說明書將指導您從頭開始快速掌握整個焊線過程,避免那些令人惱火的小錯誤。想要輕鬆完成高效、安全的焊線操作嗎?繼續閱讀。有豐富的實用信息等著您!"
- 使用的工具和材料
- 工具:
- 電烙鐵
- 熱風槍
- 斜口鉗
- 長鼻鉗
- 十字螺絲刀
- 平頭螺絲刀
- 葉片
- 剝線鉗
- 電錶(用於焊接後檢查)
- 材料:
- 電纜線
- 焊料
- 熱收縮管
- 2Kð ©,1/4 W顏色編碼電阻器(用於串聯連接伺服或步進驅動器的I/O線)
操作步驟
1、準備工作
- 驗證生產說明書,仔細檢查相應型號電氣原理圖的電纜型號和所需的插頭配件。
- 檢查電烙鐵、熱風槍、烙鐵、電纜線等工具和材料是否,都完成了。
- 請打開電烙鐵的電源並將其調節到合適的焊接溫度(建議350 °C左右)。
- 打開排風扇,保持空氣流通,防止吸入有害氣體。
2、電線焊接作業
- 線切割和標記
- 根據相應型號的電氣輔助材料延長線清單剪斷所需長度的電纜電線(參見具體規範要求)。
- 用藝術紙帶標記每種類型的電纜電線,並對它們進行分類,以易於識別。
- 熱收縮管安裝
- 每條電纜在焊接前必須安裝合適的熱收縮管,並將熱收縮管推到遠離焊接位置的一端,以避免受到高溫的影響。
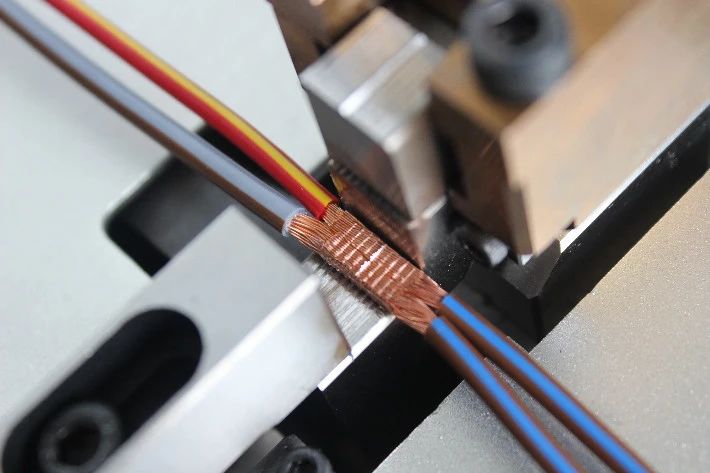
- 導線剝皮
- 電纜電線外護層的剝離長度為10 - 20 mm,剝離後應將屏蔽層絞成股。
- 鋼纜中每根電線的剝皮長度為2 - 3毫米,確保線芯整齊不凌亂。
- 焊接位置的預處理
- 在焊接之前,所有焊接部件(包括電線和插頭)都需要預先鍍錫。
- 裝錫前,用錫絲清潔電烙鐵的尖端,防止殘留錫料造成短路。
- 伺服/步進驅動器I/O線的焊接
- 根據電氣原理圖,將2 Kðé、1/4 W色碼電阻串接至指定的控制線(脈衝輸入線、方向輸入線)並牢固焊接。
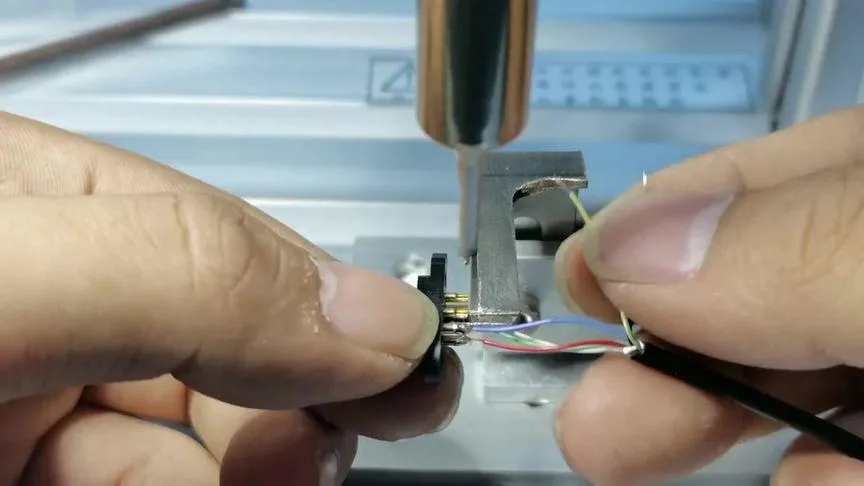
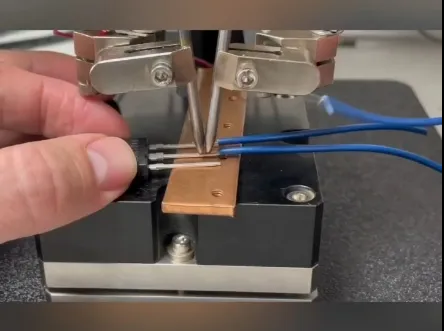
- 正式焊接
- 焊接時,固定插頭,一手握住電線,另一隻手握住電烙鐵。
- 將電線放在正確的插頭上,用電烙鐵快速焊接。焊接接頭的尺寸應適中,以避免短路或影響熱收縮管的安裝。
- 每根電線焊接完畢後立即安裝熱收縮管,確保相鄰接腳之間不短路。
- 屏蔽線處理
- 當電纜電線是屏蔽線時,將屏蔽層絞成一股,用熱收縮管覆蓋,並將其焊接到插頭的接地腳上。焊接後,用熱風槍將熱收縮管收縮,以確保屏蔽層絕緣良好。
- 插頭組件
- 所有焊接點完成並自我檢查無誤後,使用熱風槍加熱熱收縮管,確保每個焊接點被完全覆蓋。
- 當插頭有外殼時,組裝插頭外殼標記將電線材料根據其功能分類,並正確放置。
- 自查
- 焊接完成後,用扳手進行連續性測試,確保焊接接頭良好。
- 手動用力輕輕拉動電線,確保無冷焊或假焊現象。
3、注意事項
4、焊接過程中的注意事項
注意插頭焊腳的排列方向,確保無誤焊。
插頭的管腳不應相互短路。即使某個管腳沒有被焊接,也需要確保沒有殘留物。
焊接速度應快速平穩,以免損壞插頭或因長時間加熱而造成燒傷。
除非另有規定,否則伺服或步進驅動器的I/O線的脈衝輸入線和方向輸入線需要與2 Kðé、1/4 W顏色編碼電阻串聯。
5 °熱收縮管操作注意事項€
熱收縮管與熱風槍之間的距離保持在100 mm左右,並根據熱風槍的型號進行適當調整。
熱收縮時間不宜太長,以防止熱收縮管損壞或焊接接頭受熱鬆動。
6 °電烙鐵和熱風槍的安全€
當電烙鐵長時間不使用時,在烙鐵尖端塗一層烙鐵進行保護,同時關閉電源。
操作過程中注意高溫,避免燒傷。
7 °記錄和質量控制€
當鋼纜顏色發生變化時,需要及時記錄並更新生產文件。
操作人員和質量控制員需要對每個產品的製造過程進行質量控制,確保產品符合工廠標準。
電線焊接檢驗標準
1.錯過焊接
請參閱電氣原理圖,確保所有插頭均已焊接,並且所有所需的2Kðé、1/4 W顏色編碼電阻均已焊接到位。
2.斷線
電線不應有斷裂或損壞。
3.冷焊、假焊
焊接接頭應牢固不得鬆動。用力輕輕拉動電線時不應脫落。
4.焊接錯誤
確保按照電氣原理圖的要求在正確的管腳上進行焊接,並且焊接順序正確。
5.絕緣不良
熱收縮管應完全覆蓋焊接接頭,不會過度熱收縮或被燒毀。
屏蔽線應焊接牢固,熱收縮管應完全覆蓋屏蔽線,不得有外露部分。
操作說明書注重細節清晰性、可操作性和安全性,確保操作人員正確理解和執行。如需要進一步優化或適應特定型號,請根據實際需要調整內容。
最新文章

2025-04-18 08:30:21
Rockker Switch如何工作& Boat Switch

2025-04-16 11:04:36
什麼是線對板連接器?

2025-04-16 09:20:46