Wire Soldering: 어떻게 그 화를 내는 작은 실수를 피합니까?
이 지침서는 처음부터 전체 와이어 용접 프로세스를 신속하게 마스터하고 그 화를 내는 작은 실수를 피하도록 안내합니다.효율적이고 안전한 와이어 용접 작업을 쉽게 완료하고 싶으세요?계속 읽다.많은 실용적인 정보가 당신을 기다리고 있습니다! "
- 사용된 도구 및 재료
- 도구:
- 전기 용접철
- 뜨거운 공기 총
- 대각선 클램퍼
- 긴 코의 집게
- 필립스 스크류드라이버
- 플래트 헤드 스크류드라이버
- 블레이드
- 와이어 스트리퍼
- 다중계 (용접 후 검사용)
- 재료:
- 케이블 와이어
- 솔더
- 열 수축 튜브
- 2 KÎ ©, 1 / 4 W 컬러 코딩 저항기 (서보 또는 스테퍼 드라이버의 I / O 라인의 직렬 연결에 사용)
작업 단계
1〠준비 작업
- 생산 지침 시트를 확인하고 해당 모델의 전기 구조도와 관련하여 케이블 모델 및 필요한 플러그 액세서리를 신중하게 확인합니다.
- 전기 용접철, 뜨거운 공기총, 용접, 케이블 와이어 등을 포함한 도구와 자재를 확인합니다.완전하다.
- 전기 용접철의 전원을 켜고 적절한 용접 온도 (약 350 °C 권장) 로 조정하십시오.
- 배기 팬을 켜 공기 순환을 유지하고 유해 가스의 흡입을 방지합니다.
2〠와이어 솔더링 작업
- 와이어 절단 및 마킹
- 해당 모델의 전기 보조재료 연장선 리스트에 따라 필요한 케이블 와이어의 길이를 절단합니다 (특정 사양 요구 사항을 참조하십시오).
- 각 유형의 케이블 와이어를 아트 테이프로 표시하고 쉽게 식별할 수 있도록 분류합니다.
- 열 수축 튜브 설치
- 각 케이블 와이어는 용접하기 전에 적절한 열 수축 튜브를 장착해야하며, 열 수축 튜브는 고온의 영향을 피하기 위해 용접 위치에서 멀리 끝으로 밀어 넣어야합니다.
- 와이어 스트리핑
- 케이블 와이어의 외부 실의 제거 길이는 10 - 20 mm 이며, 차단 층은 제거 후 가닥으로 비틀어야합니다.
- 케이블 와이어의 각 와이어의 제거 길이는 2 - 3 mm 이며 와이어 코어가 깔끔하고 지저분하지 않도록합니다.
- 솔더링 위치의 전처리
- 용접하기 전에 모든 용접 부품 (와이어 및 플러그 핀 포함) 은 사전 주조되어야합니다.
- 주석을 칠하기 전에 주석 와이어를 사용하여 전기 용접 철의 끝을 청소하여 용접 잔류물로 인한 단락을 방지합니다.
- 서보 / 스테퍼 드라이버 I / O 라인의 솔더링
- 전기 도표에 따라 2 KÎ ©, 1 / 4 W 컬러 코딩 저항기를 지정된 제어 라인 (펄스 입력 라인, 방향 입력 라인) 에 직렬로 연결하고 단단히 솔더링합니다.
- 공식 솔더링
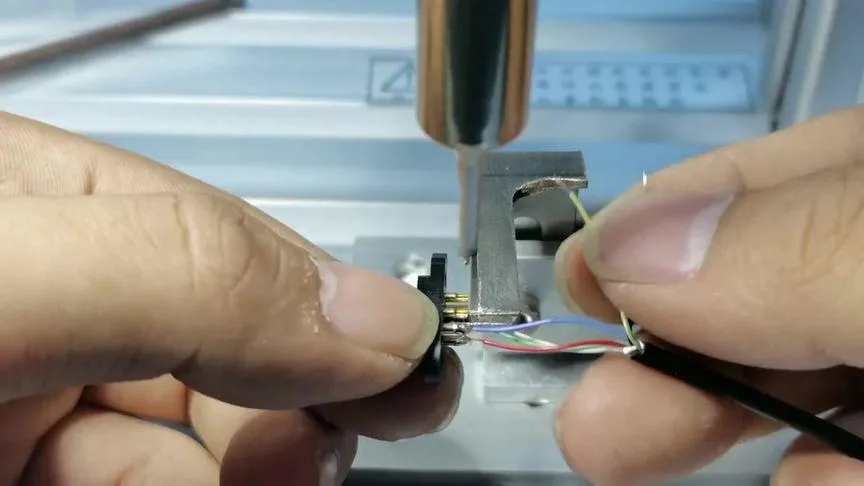
- 용접할 때는 플러그를 고정하고 한 손으로 와이어를 들고 다른 손으로 전기 용접철을 잡습니다.
- 올바른 플러그 핀에 와이어를 놓고 전기 용접철을 사용하여 신속하게 용접합니다.단락 또는 열 수축 튜브의 설치에 영향을 미치지 않도록 용접 접합의 크기는 적당해야합니다.
- 각 와이어를 용접한 후 즉시 열 수축 튜브를 설치하여 인접한 핀 사이에 단락이 없도록 하십시오.
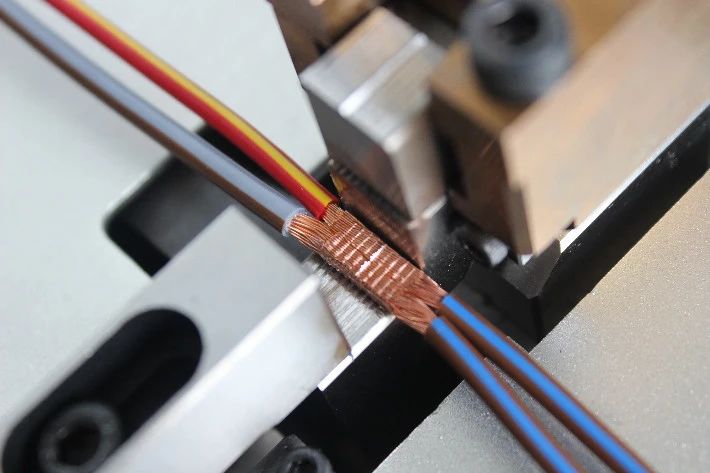
- Shielding 와이어 처리
- 케이블 와이어가 차폐 와이어인 경우, 차폐 레이어를 가닥으로 비틀고 열 수축 튜브로 덮고 플러그의 접지 핀에 용접합니다.용접 후, 뜨거운 공기 총을 사용하여 열 수축 튜브를 수축하여 차폐층의 좋은 절연을 보장합니다.
- 플러그 어셈블리
- 모든 용접 접합이 완료되고 오류없이 자체 검사되면 뜨거운 공기 총을 사용하여 열 수축 튜브를 가열하여 각 용접 접합이 완전히 덮여 있는지 확인합니다.
- 플러그에 하우징이 있는 경우 플러그 하우징 마크를 조립하여 기능에 따라 와이어 재료를 분류하고 적절하게 배치합니다.
- 자기검사
- 용접이 완료되면 멀티미터로 연속성 테스트를 수행하여 용접 접합의 좋은 전도도를 확인합니다.
- 수동으로 와이어를 약간 끌어당겨 차가운 용접 접합 또는 잘못된 용접 현상이 없도록합니다.
3〠주의사항
4〠솔더링 중 주의사항
플러그 솔더링 핀의 배치 방향에 주의하여 잘못된 솔더링이 없도록 하십시오.
플러그 핀이 서로 단락되어서는 안 됩니다.특정 핀이 용접되지 않더라도 용접 잔류물이 없도록 해야 합니다.
용접 속도는 플러그를 손상시키거나 장기간 가열하여 화상을 일으키지 않도록 빠르고 부드럽게해야합니다.
달리 명시되지 않는 한, 서보 또는 스테퍼 드라이버의 I / O 라인의 펄스 입력 라인 및 방향 입력 라인은 2 K Ω, 1 / 4 W 컬러 코딩 저항기로 직렬 연결되어야 합니다.
5 년€ 열수축 튜브 작업의 주의사항
열 수축 튜브와 뜨거운 공기 총 사이의 거리를 약 100 mm 로 유지하고 뜨거운 공기 총의 모델에 따라 적절하게 조정합니다.
열 수축 시간은 열 수축 튜브가 손상되거나 열로 인해 용접 접합이 느슨해지는 것을 방지하기 위해 너무 길지 않아야합니다.
6〠전기용접철 및 뜨거운 공기총의 안전성
전기 용접철을 오랫동안 사용하지 않을 때는 용접철의 끝에 용접을 한층 더 적용하여 보호하고 동시에 전원을 끕니다.
화상을 피하기 위해 작업 중에 고온에 주의하십시오.
7〠기록 및 품질 관리 (Recording and Quality Control)
케이블 와이어의 색상이 변경되면 적시에 기록하고 생산 문서를 업데이트해야합니다.
운영자 및 품질 관리자는 각 제품의 제조 공정에서 품질 관리를 수행하여 제품이 공장 표준을 충족하는지 확인해야합니다.
Wire Soldering Inspection Standard 와이어 솔더 검사 표준
1.미시 솔더링
전기 구조도를 참조하여 모든 플러그 핀이 용접되고 필요한 2 KÎ ©, 1 / 4 W 컬러 코딩 저항기가 모두 용접되어 있는지 확인합니다.
2.와이어 끊기
와이어 파손이나 손상이 없어야 합니다.
3.콜드 솔더링, 가짜 솔더링
용접 접합은 단단하고 느슨하지 않아야합니다.와이어를 힘으로 약간 당길 때 떨어지지 않아야 합니다.
4.잘못된 솔더링
전기 도표의 요구 사항에 따라 올바른 핀에 용접이 수행되고 용접 순서가 올바른지 확인합니다.
5.단열이 좋지 않습니다.
열 수축 튜브는 과도한 열 수축이나 타오르는 것 없이 솔더 접합을 완전히 덮어야 합니다.
차폐 와이어는 단단히 용접되어야하며 열 수축 튜브는 노출되지 않은 부분을 완전히 덮어야합니다.
작업 설명서는 상세 정보의 명확성, 가용성 및 안전성에 중점을 두고 작업자가 정확하게 이해하고 실행할 수 있도록 합니다. 추가 최적화 또는 특정 모델에 맞게 조정해야 할 경우 실제 요구 사항에 따라 내용을 조정하십시오.
최근 게시물

2025-04-18 08:30:21
Rocker Switch & Boat Switch 의 작동 방법

2025-04-16 11:04:36
Wire - to - Board 커넥터란 무엇입니까?

2025-04-16 09:20:46