ワイヤ溶接 : 迷惑なマイナーな間違いを避ける方法 ?
この取扱説明書は、ワイヤ溶接プロセス全体をすばやく習得し、小さな間違いを避けるために、ゼロからガイドします。効率的で安全なワイヤー溶接作業を簡単に完了したいですか ?読み続けて。豊富な実用的な情報が待っています!"
- 使用する工具 · 材料
- ツール:
- 電気はんだ鉄
- 熱気銃
- 対角のつまみ
- ロングノズピンチ
- フィリップスドライバー
- フラットヘッドドライバー
- ブレード
- ワイヤーストリッパー
- マルチメーター ( はんだ付け後の点検に使用 )
- 材料:
- ケーブルワイヤー
- ソルダー
- 熱収縮チューブ
- 2K ° C 、 1 / 4W カラーコード抵抗 ( サーボまたはステッパードライバの I / O ラインの直列接続に使用 )
操作手順
1 á n€準備作業
- 製造説明書シートを確認し、対応するモデルの電気回路図に関してケーブルモデルと必要なプラグ付属品を慎重に確認します。
- 電気はんだ鉄、熱気銃、はんだ、ケーブルワイヤーなどを含む工具や材料をチェックしてください。完成しました
- 電気はんだ鉄の電源を入れ、適切な溶接温度 ( 約 350 °C を推奨 ) に調整してください。
- 排気ファンをオンにして、空気循環を維持し、有害ガスの吸入を防止します。
2 á n€ワイヤー溶接操作
- ワイヤー切断およびマーキング
- 対応するモデルの電気補助材料延長ラインリストに従ってケーブルワイヤの必要な長さをカットします ( 特定の仕様要件を参照してください ) 。
- 各タイプのケーブルワイヤをアートペーパーテープでマークし、識別しやすいように分類します。
- 熱収縮チューブ設置
- 各ケーブルワイヤはんだ付け前に適切な熱収縮チューブを装着する必要があり、高温の影響を受けないように熱収縮チューブをはんだ付け位置から遠ざけるように端まで押さなければなりません。
- ワイヤーストリッピング
- ケーブルワイヤの外側シースの剥離長さは 10 — 20 mm で、シールド層は剥離後にストランドにねじれなければなりません。
- ケーブルワイヤの各ワイヤの剥離長さは 2 — 3 mm で、ワイヤコアが整然と乱雑ではないことを保証します。
- はんだ付け箇所の前処理
- はんだ付けの前に、すべてのはんだ付け部品 ( ワイヤとプラグピンを含む ) を事前にトーンする必要があります。
- はんだ付けを行う前に、はんだ残留による短絡を防ぐために、はんだ鉄の先端を錫ワイヤできれいにします。
- サーボ / ステッパードライバ I / O ラインのはんだ付け
- 電気回路図に従って、指定された制御ライン ( パルス入力ライン、方向入力ライン ) に直列に 2K Î © 、 1 / 4W のカラーコード抵抗を接続し、しっかりとはんだ付けします。
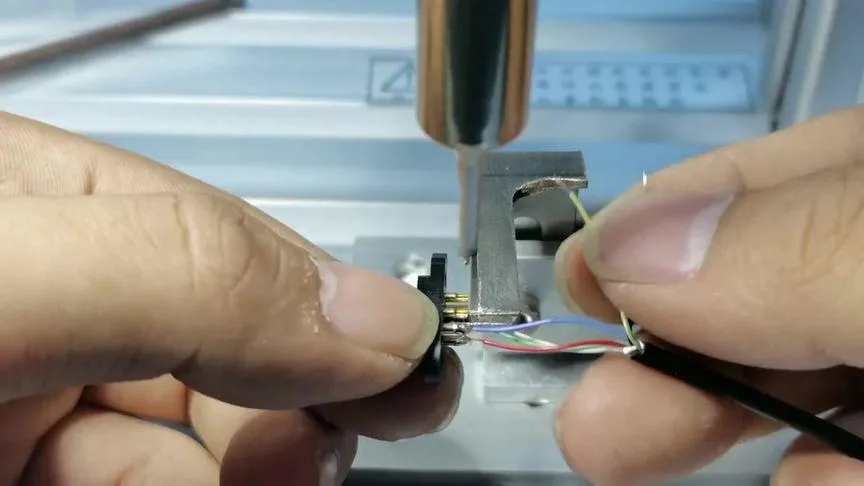
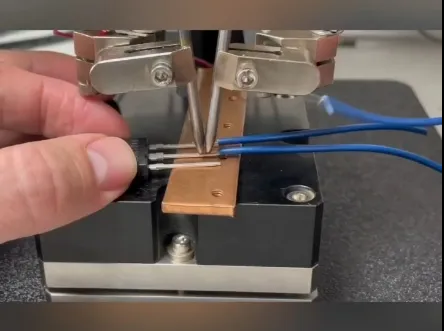
- 正式はんだ付け
- はんだ付けの際は、プラグを固定し、片手にワイヤを、もう片手に電気はんだ鉄を保持します。
- ワイヤを正しいプラグピンに置き、電気はんだ鉄を使用してすばやくはんだします。はんだ継手のサイズは、短絡や熱収縮チューブの設置に影響を及ぼすことを避けるために適度にする必要があります。
- 隣接するピン間に短絡がないように、各ワイヤをはんだ付けした後、すぐに熱収縮チューブを取り付けます。
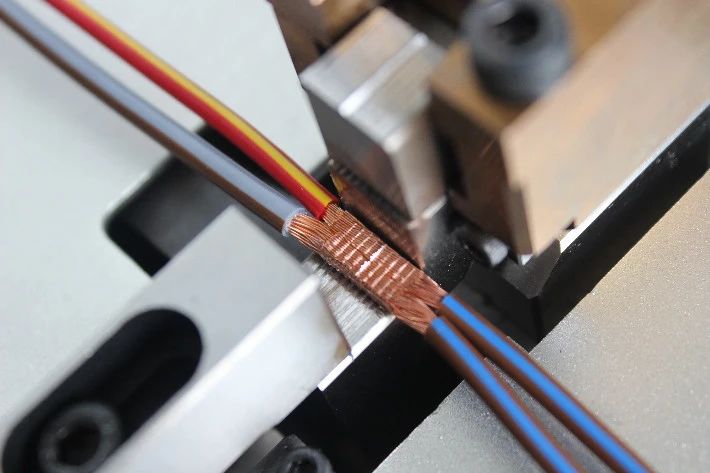
- シールドワイヤー処理
- ケーブルワイヤがシールドワイヤである場合は、シールド層をストランドにねじり、熱収縮チューブで覆い、プラグのアースピンにはんだ付けします。はんだ付け後、熱収縮チューブをホットエアーガンを使用して縮小し、シールド層の良好な絶縁を確保します。
- プラグアセンブリ
- すべてのはんだ接合が完了し、エラーなしで自己点検した後、熱収縮チューブを加熱し、各はんだ接合が完全に覆われていることを確認します。
- プラグにハウジングがある場合は、プラグハウジングマークを組み立て、その機能に応じてワイヤ材料を分類し、適切に配置します。
- 自己点検
- はんだ付けが完了した後、マルチメーターを使用して連続性試験を行い、はんだ接合部の良好な導電性を確認します。
- 手動でワイヤを少し引いて、冷たいはんだ接合や偽はんだ現象がないことを確認します。
3 á n€予防措置
4 á n€溶接時の注意事項
プラグはんだ付けピンの配置方向に注意し、誤ったはんだ付けがないようにしてください。
プラグのピンが互いに短絡しないでください。特定のピンがはんだ付けされていなくても、はんだの残留物がないようにする必要があります。
長期加熱によるプラグの損傷や火傷を避けるために、はんだ速度は高速で滑らかである必要があります。
特に明記しない限り、サーボドライバまたはステッパードライバの I / O ラインのパルス入力ラインと方向入力ラインは、 2K ° C 、 1 / 4 W のカラーコード抵抗で直列に接続する必要があります。
5 á n€熱収縮チューブ作業の注意事項
熱収縮チューブと熱気銃の距離を約 100 mm に保ち、熱気銃の型式に応じて適切に調整します。
熱収縮チューブが損傷したり、熱によってはんだ接合部が緩まることを防ぐために、熱収縮時間が長すぎないようにしてください。
6 á n€電気はんだ鉄と熱気銃の安全性
電気はんだ鉄を長時間使用しない場合は、はんだ鉄の先端にはんだの層を塗布して保護し、同時に電源をオフにします。
火傷を避けるために操作中の高温に注意してください。
7 á n€録音 · 品質管理
ケーブルワイヤの色が変わると、間に合って記録し、生産文書を更新する必要があります。
オペレーターと品質管理者は、製品が工場規格を満たすことを確認するために、各製品の製造工程の品質管理を行う必要があります。
ワイヤー溶接検査基準
1.ミスソード溶接
電気回路図を参照して、すべてのプラグピンがはんだ付けられ、必要な 2K ° C 、 1 / 4 W のカラーコード抵抗がすべてはんだ付けられていることを確認します。
2.ワイヤー破損
ワイヤーの破損や損傷はありません。
3.冷たいはんだ付け、偽はんだ付け
はんだ接合部はしっかりし、緩くない。ワイヤは、力でわずかに引くと脱落しないでください。
4.間違ったはんだ付け
電気回路図の要件に従って正しいピンにはんだ付けが行われ、はんだ付けシーケンスが正しいことを確認します。
5.不良絶縁
熱収縮チューブは、過度の熱収縮や焼失なしにはんだ継ぎ目を完全に覆う必要があります。
シールドワイヤはしっかりとはんだ付けされ、熱収縮チューブが露出部なしで完全に覆う必要があります。
操作説明書は、操作者が正しく理解し実行できるように、詳細の明確さ、操作性、安全性に重点を置いています。さらに最適化や特定のモデルへの適応が必要な場合は、実際のニーズに応じて内容を調整してください。
最近の投稿

2025-04-18 08:30:21
ロッカースイッチの仕組み & ボートスイッチ

2025-04-16 11:04:36
ワイヤ対ボードコネクタとは何ですか ?

2025-04-16 09:20:46